氫氧機、氫氧能源機切割機切割碳鋼板的介紹
想必大家聽說過氫氧機、氫氧能源機,氫氧能源火焰切割機,它是一種將水電解成氫氣和氧氣后,用氫氣和氧氣燃料點燃產(chǎn)生氫氧焰的一種焊接、切割設(shè)備,氫氧火焰就是氫氣和氧氣的混合氣體的火焰。
1、氫氧能源機原理
水分子(H2O)是由兩個氫原子和一個氧原子組成,水經(jīng)電化學(xué)反應(yīng),可以分解產(chǎn)生氫氣和氧氣。氫氧發(fā)生器采用電化學(xué)、材料學(xué)、電子學(xué)、流體動力學(xué)以及自動控制系統(tǒng)工程學(xué)等交叉科學(xué)的最新研究成果。IGBT逆變技術(shù)的電解電源給電解槽的特殊材料極板電極供電,電解槽內(nèi)設(shè)置有按一定規(guī)律的多組電解槽,每組電解槽都由正極和負(fù)極組成。水分子在電解介質(zhì)中分解成陽離子(H+)和陰離子(OH-),陰極產(chǎn)生氫氣,陽極產(chǎn)生氧氣。 
產(chǎn)氫電化學(xué)反應(yīng)方程式如下:
4H2O à 4H+ + 4OH-
陰極:4H+ - 4e=2H2
陽極:4OH- +4e=O2 +2H2O
總的反應(yīng)式為:2H2O =2H2+O2
2、氫氧燃?xì)獾睦砘再|(zhì):
2.1、比重少:氫氣是所有氣體中密度最小的;因此氫氣不會聚集。即使泄漏也會迅速逃出戶外,沒有爆炸風(fēng)險。
2.2、熱值高:氫氣的熱值很高,每千克氫氣的熱值是3.4萬大卡,是汽油的三倍。
2.3、溫度高:氫氧燃?xì)恻c燃后稱為氫氧焰,氫氧焰的溫度高達(dá)2860℃,與乙炔溫度相當(dāng)。
2.4、燃燒速度快:氫氧氣的燃燒速度為11.2m/s, 快于任何其他氣體,所帶來的益處是氫氧氣易于點火,點火溫度510℃。
2.5、火力集中:氫氧焰火焰挺直、沒有輻射的熱損失,熱值利用效率高。
2.6、無毒性:眾所周知,氫氣無毒,對環(huán)境和操作人員沒有危害。
2.7、環(huán)保性:氫氧氣可由水電解得到,燃燒后又生成水,沒有任何廢氣排放,在制造和使用過程中對環(huán)境都沒有任何污染。因此,氫氧燃?xì)馐且环N可再生的環(huán)保能源。
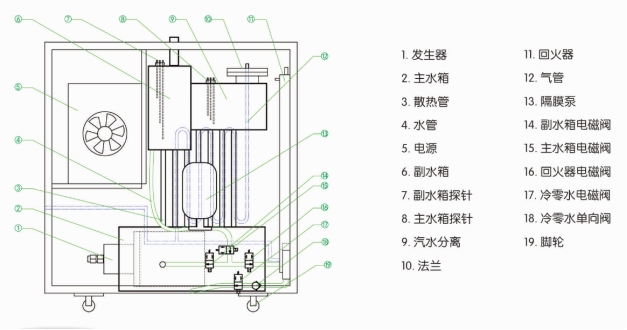
3、氫氧機結(jié)構(gòu)示意圖
4、我們的優(yōu)勢
4.1、科技優(yōu)勢。潮平氫氧能源機是我司為響應(yīng)“改善地球環(huán)境,減少化石能源利用,節(jié)能減排”等政府號召,組織電力電子、電化學(xué)、材料學(xué)、機械制造等多個專業(yè)的頂尖人才,融合全球先進(jìn)技術(shù),自主研發(fā)并獲取多項發(fā)明和實用新型專利的新能源設(shè)備。通過創(chuàng)新性的設(shè)計,實現(xiàn)了“水變火”的神奇,把水通過電解產(chǎn)生穩(wěn)定、持續(xù)的氫氧混合氣,實現(xiàn)了高能燃?xì)獾臒o污染燃燒,是一種真正的清潔能源。
4.2、專利優(yōu)勢。潮平氫氧機是我司自主研發(fā),獲得國家多項專利技術(shù)的新能源設(shè)備,同時獲得美國、墨西哥、印度、臺灣等國家和地區(qū)的專利申請并受理。
4.3、自循環(huán)對流散熱系統(tǒng)和發(fā)生器微孔射流技術(shù)。潮平氫氧機采用自循環(huán)對流散熱技術(shù)和發(fā)生器微孔射流技術(shù),增強了系統(tǒng)抗泄露的性能,同時提高了發(fā)生器的使用壽命。
4.4、自主研發(fā)的IGBT逆變電源,效率和壽命超行業(yè)同類產(chǎn)品。潮平氫氧機從電解電源發(fā)生器到防回火器等主要功能單位,均由自主研發(fā),機器的效率、安全性和整機的壽命具有良好的技術(shù)保障。
4.5、多級壓力保護(hù)和水封技術(shù)。潮平氫氧機具有多節(jié)點壓力曲線偵測系統(tǒng)和雙重水封技術(shù)。安全水封距離達(dá)到30m。
5、氫氧焰切割工藝介紹 
氫氧氣切割是一種新型的低碳鋼切割工藝方法。氫氧切割與傳統(tǒng)燃?xì)馇懈钤诓僮魃鲜腔疽恢碌模钪庇^的差別在于氫氧切割采用的燃?xì)馐菤溲趸旌蠚狻⒍皇莻鹘y(tǒng)的乙炔、丙烷、金火焰、特利氣等氣體。在氫氧切割工藝中,氫氧混合氣不需要瓶裝和儲存,而是由氫氧發(fā)生器即產(chǎn)即用。因此,傳統(tǒng)燃?xì)馇懈罡脑鞛闅溲鯕馇懈睿恍枰黾託溲醢l(fā)生器即可。
根據(jù)氫氧燃?xì)獾睦砘匦裕瑲溲跞細(xì)庠诘吞间撉懈罘矫媸且环N十分理想的燃?xì)猓哂袃?yōu)越的切割工藝:
5.1、氫氧焰的溫度高(2860℃),高于丙烷溫度。由于氫氧焰的火焰集中特性,預(yù)熱速度、切割速度都要快于丙烷切割。
5.2、氫氧機與自動切割機床(龍門式數(shù)控火焰切割機)連接方便。氫氧機一般直接與自動切割機床的割槍燃?xì)夤苓B接,管路長度不宜超過100m,30m以內(nèi)的距離可采用普通耐壓橡膠軟管即可。中間不需要安裝任何防回火裝置和電磁閥等。安裝后即可開機通氣、點火。要求輸氣管道暢通,沒有堵塞和隘口。
5.3、氫氧焰切割的操作方法與常規(guī)工業(yè)燃?xì)獾耐耆粯樱恍枰那懈顧C的結(jié)構(gòu)和配件,切割割嘴為可用市場上普通的丙烷割嘴,也可采用氫氧氣專用割嘴。
5.4、氫氧焰切割的鋼板表面光潔度要比丙烷的好,截面平整、光滑,割縫邊緣不掛渣。
5.5、由于氫氧焰切割速度快,火焰集中,熱輻射小,所以采用氫氧氣切割的工件比用其它工業(yè)燃?xì)馇懈畹淖冃我 ?/span>
5.6、設(shè)備安裝和操作簡單、方便。開機前先給主水箱加滿水,然后在氫氧氣出氣口上接好氣管、割炬;按下開關(guān)按鈕,此時綠色工作指示燈亮,根據(jù)工況調(diào)整產(chǎn)氣量旋鈕,使產(chǎn)氣量顯示表調(diào)到需要值(見表1),本機即進(jìn)入工作狀態(tài)。 
表1:
切割厚度與切割速度、割嘴、產(chǎn)氣量的選擇 |
割嘴號 | 切割厚度(mm) | 割縫速度(mm/min) | 產(chǎn)氣量L/h | 氣體壓力Mpa |
氧氣 | 氫氧氣 |
G03-0 | 5~10 | 600~500 | 650~750 | 0.2~0.3 | >0.03 |
G03-1 | 10~20 | 580~480 | 750~950 | 0.3~0.4 | >0.03 |
G03-2 | 20~30 | 500~420 | 950~1200 | 0.35~0.45 | >0.03 |
G03-3 | 30~50 | 450~380 | 1200~1600 | 0.4~0.5 | >0.03 |
G03-4 | 50~70 | 400~320 | 1600~2000 | 0.45~0.55 | >0.04 |
G03-5 | 70~120 | 380~220 | 2000~3000 | 0.5~0.6 | >0.04 |
G03-6 | 120~200 | 320~200 | 3000~4000 | 0.6~0.8 | >0.04 |
注:表中數(shù)據(jù)切割條件;
1、氧氣純度不低于99.5%;
2、所切割鋼體含碳量≤0.45%;
3、切割方式為垂直切割;
4、氧氣壓力和氫氧氣壓力是指割嘴實際作業(yè)壓力。
5.7、點火、氣割、氣焊、熄火等操作程序具體如下:
點火—關(guān)閉割(焊)炬低壓氧閥,開機調(diào)節(jié)產(chǎn)氣量至需要值(見表1),打開燃?xì)忾y,用手感覺到割嘴有一定壓力的氣體流出時,打開低壓氧閥氫氧氣流出,即可按常規(guī)點火,調(diào)節(jié)好火焰,否則,易發(fā)生回火。
氣割—點火預(yù)熱鋼板,鋼板溫度達(dá)到合適切割狀態(tài)時,加高壓氧切割。
氣焊—點火后不需要加氧,即可進(jìn)行氣焊作業(yè)。
熄火—關(guān)閉高壓氧,關(guān)閉低壓氧閥門切斷氫氧氣供給,在關(guān)閉燃?xì)忾y門切斷丙烷氣。長時間停用時,請排空氫氧氣,擰緊燃?xì)夤揲y門。其它應(yīng)用上點火、熄火,亦根據(jù)以上方式進(jìn)行。
6、氫氧焰冷板切割的實用性
丙烷與氫氧氣的比較
丙烷為石油化工加工副產(chǎn)品,燃點高,燃燒速度較慢,化學(xué)性質(zhì)不活躍,爆炸范圍小,不易回火。丙烷-氧焰的體積熱值較乙炔高一倍,其切割工藝較乙炔好,而且丙烷是石化副產(chǎn)品,以前除用于燃料外,無其它用途。雖然丙烷在使用時安全可靠,操作簡單,切割質(zhì)量有所提高,但由于其火焰溫度較低(2527°C),預(yù)熱時間長、耗氧量較大、不能噴涂、不能焊接、切割厚大材料困難等,而且冬季低溫下氣化效果不理想。
丙烷(C3H8),分子量為44.06,在0℃氣態(tài)時的密度為2.014g/L,比空氣重。逸出時易沉積于地面上的凹坑、地溝處,遇火就會燃燒。在空氣中的體積比為2.3%~9.5%時,遇火星還會爆炸。工業(yè)應(yīng)用時應(yīng)注意場地平整,通風(fēng)良好,嚴(yán)防丙烷逸出,同時嚴(yán)禁煙火。丙烷在氧氣中的燃燒速度為4m/s,比乙炔的燃燒速度 (8m/s)低得多,故丙烷-氧焰不易產(chǎn)生回火。丙烷在空氣中,氣壓為0.1MPa下的燃點為515~543℃,比乙炔的燃點(406~440℃)高,要用明火才能點燃丙烷。因此丙烷較乙炔相對安全,但使用丙烷氣時必須另配明火點火裝置。
氫氧氣是按最佳燃燒混合比例混合的,在燃燒時不需要混合氧,因此燃?xì)夥矫婢捅缺榈葰怏w的成本要低,而且燃燒速度快(11.2m/s),差不多是丙烷的3倍。氣壓在0.1MPa下的燃點溫度也為515~543℃,也要用明火才能點燃。能充分燃燒,火焰集中挺直,溫度高達(dá)2860℃,燃燒后不產(chǎn)生任何有害氣體。
7、氫氧氣切割的經(jīng)濟性
7.1、燃?xì)獬杀镜慕?jīng)濟性
氫氧能源機替代傳統(tǒng)燃?xì)馇懈畹闹饕獌?yōu)勢包括切割成本、工作效率及切割損耗等方面。氫氧氣在燃燒時不需要混合氧的消耗,而丙烷在燃燒時需要混合氧。它在氧氣中完全燃燒的化學(xué)反應(yīng)方程式為:
C3H8+5 O2=3 CO2+4H2O (1)
由式(1)可計算出1mol丙烷需加5mol的混合氧氣才能完全燃燒。1mol氣體體積為22.4L,約為0.045Kg,需要混合氧氣112L。按此計算1mol丙烷氣成本為0.54元。即每2.008kg丙烷可以氣化1立方丙烷氣體。按物流部廢鋼加工區(qū)的丙烷采購價格5512.93元/噸,每立方丙烷11.069元每立方。
而氫氧氣在0℃,氣態(tài)時比空氣輕。燃燒的化學(xué)反應(yīng)方程式為:
2H2+O2=2H2O (2)
由式(2)氫氣在燃燒時僅需要電解水產(chǎn)生的氧氣就可以,無需再消耗混合氧氣。氫氧氣成本主要為電費,一臺氫氧機每生產(chǎn)1000L氫氧氣耗電3.8度電,按平均電價0.55元/度計算,氫氧氣成本為2.09元/立方米。這樣,等氣量完全燃燒時,使用氫氧氣的成本較之丙烷節(jié)約率在80%以上!
但實際操作中,因氫氧氣低熱值每立方2860大卡,高燃燒速度11.2米/秒的特性,且氫氧火焰顏色為淡藍(lán)色,在室外操作不方便觀察,室外手工操作一般采用混合燃燒。燃?xì)忾y控制丙烷流量在16%左右,低壓氧閥控制氫氧氣流量控制在84%左右。丙烷熱值24135大卡每立方,經(jīng)過調(diào)節(jié)火焰溫度在2800度左右,熱值在6300大卡每立方左右,混合氣綜合成本3.5266元/立方,相對于丙烷、氧氣火焰切割理論節(jié)約率68%左右。現(xiàn)場實際切割,根據(jù)現(xiàn)場操作工的火焰比例調(diào)節(jié),節(jié)約率有波動。
氫氧火焰有聚熱性,建議采用3號割嘴,就能達(dá)到原4號割嘴的切割效果,同時低壓氧全部節(jié)約了,高壓氧也降低了喉徑,氧氣節(jié)約率在30%以上。
7.2、切割損耗的經(jīng)濟性
采用丙烷割咀切割,根據(jù)丙烷割咀的型號不同,切割割縫的寬度也有不同,以下是丙烷割咀使用丙烷氣切割和使用氫氧氣切割的割縫寬度:
表2:
氧氣丙烷切割縫參數(shù) |
| 氫氧氣切割縫參數(shù) |
割嘴號 | 割嘴孔 | 切割厚度 | 割縫寬度 | | 割嘴號 | 割嘴孔 | 切割厚度 | 割縫寬度 |
# | mm | mm | mm |
| # | mm | mm | mm |
0 | 0.8 | 1~10 | 0.8~1.0 |
| 0 | 0.8 | 1~10 | 0.7~0.8 |
1 | 1.0 | 5~20 | 1.0~1.2 |
| 1 | 1.0 | 5~20 | 0.8~1.0 |
2 | 1.3 | 20~30 | 1.3~1.6 |
| 2 | 1.3 | 20~30 | 1.0~1.3 |
3 | 1.6 | 30~50 | 1.6~1.9 |
| 3 | 1.6 | 30~50 | 1.3~1.6 |
4 | 1.9 | 50~75 | 1.9~2.3 |
| 4 | 1.9 | 50~75 | 1.6~1.9 |
5 | 2.1 | 75~100 | 2.1~2.5 |
| 5 | 2.1 | 75~100 | 1.7~2.1 |
6 | 2.4 | 100~150 | 2.4~2.9 |
| 6 | 2.4 | 100~150 | 2.0~2.4 |
7 | 2.8 | 150~250 | 2.8~3.4 |
| 7 | 2.8 | 150~250 | 2.3~2.8 |
8 | 3.2 | 250~300 | 3.2~3.8 |
| 8 | 3.2 | 250~300 | 2.6~3.2 |
9 | 3.6 | 300~370 | 3.6~4.3 |
| 9 | 3.6 | 300~370 | 3.0~3.6 |
10 | 4.0 | 370~420 | 4.0~4.8 |
| 10 | 4.0 | 370~420 | 3.5~4.0 |
因為氫氧焰的聚熱性,使得火焰對局部的加熱比丙烷的要高,而加熱區(qū)域要小,割縫小。根據(jù)表2的割縫對比,使用氫氧焰切割的割縫要比丙烷氣體切割的割縫要窄20%左右。假如使用3#割嘴切割30mm厚鋼板,切割長度為1m,節(jié)省的經(jīng)濟效益如下:
節(jié)省的鋼板切割損耗量:
1000mm×30mm×(1.6~1.9)mm×20%=12800~15200mm3
鋼板價格按照1980元/噸進(jìn)行計算。節(jié)省成本費用:
12800~15200mm3×7.8g/cm3×1980元/噸=0.2~0.23元
由此可見,切割30mm厚板,每切割1m,可節(jié)省成本0.2~0.23元。